Brazing Cracks In Thin Sheet Metal

How To Braze Steel In Metalworking Brazing Welding Projects Metal Working

Metal Brazing Tips And Advice Johnson Matthey

Brazing Definition And How To Braze Metals Mechanicallyinfo Com
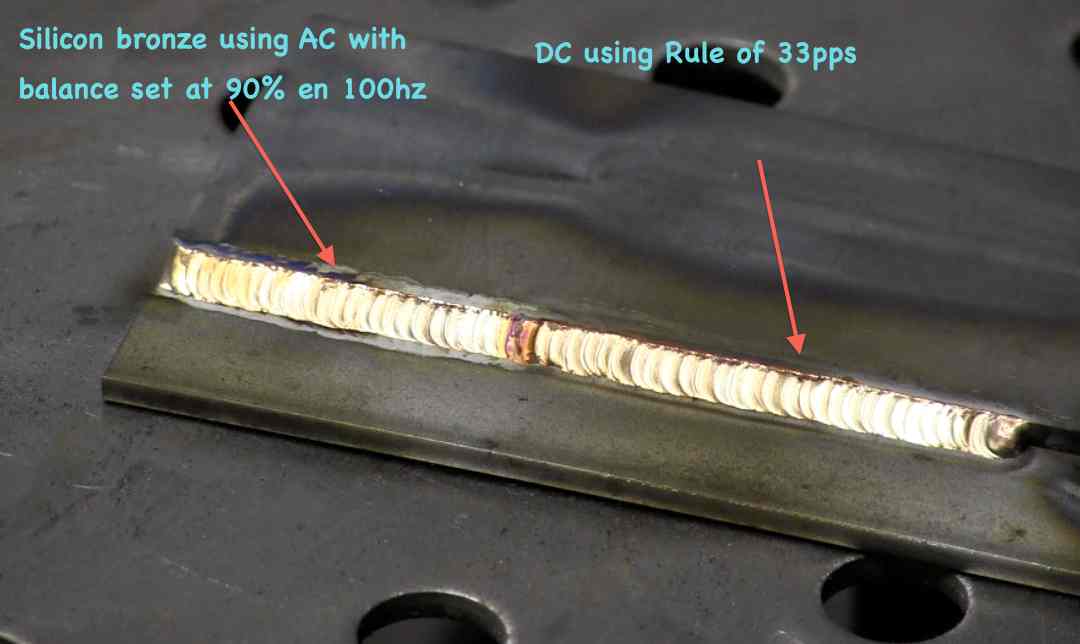
Tig Welding Brazing With Silicon Bronze

What Metals Can Be Brazed The Harris Products Group

Failure Of A Dissimilar Metal Braze In An Expansion Joint Springerlink

Brazing is done at lower temperatures without melting the base metals.
Brazing cracks in thin sheet metal.
Brazing Drawing Challenge Part 2 Answers

Welding The Best Way To Learn Youtube Brazing Welding Table Welding Projects

Pin On Advances In Engineering Key Scientific Articles

How To Easily Join Together Aluminum Plates Repair Aluminum Parts Metal Welding Diy Welding Welding
Source : pinterest.com
